As a salesperson in the mold industry for over a decade, I often engage with engineers. Most engineers commend my expertise and consider me knowledgeable about the business. However, when it comes to the specific processing steps and precision, even after ten years in the field, I still struggle to grasp it entirely.
Recently, I received orders for several connector molds, small and delicate in size. Despite delivering two sets of samples, the client remained dissatisfied with the intricate details in the molds. The nearly invisible burrs and the fiberglass surface were among the concerns. Even after scrutinizing the samples repeatedly, I couldn’t pinpoint the issues highlighted by the client. An engineer reminded me to use a 2D projector to clearly see the areas described by the client. True enough, by using a projector magnified ten times, I finally spotted the burrs the client had mentioned. I deeply admired the Germans for their stringent standards, and these minute issues made me truly appreciate the demands of the mold industry.
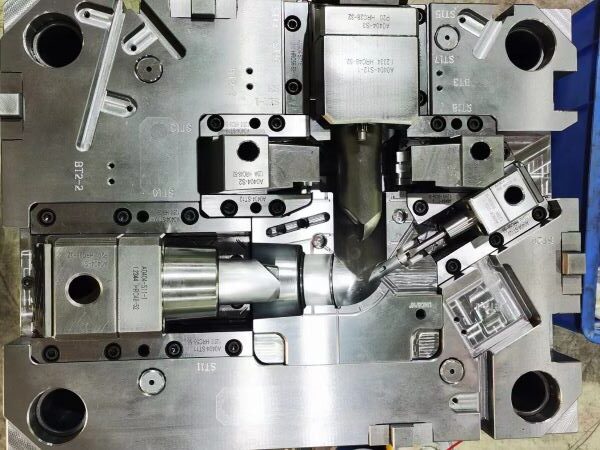
All mold surfaces were machined using GF+ 25000RPM CNC, with the intricate areas processed using electrical discharge machining. However, this method still resulted in burrs, making me realize the stringent precision requirements within the mold industry
In November last year, I had the privilege to see various connector products at a friend’s place. Despite their diverse designs, the holes were incredibly small, yet the finished products were exceptionally exquisite. Curious, I inquired about the manufacturing process from my friend. He revealed that nearly all products were crafted using wire cutting and grinding machines, with minimal reliance on CNC. What astonished me most was my friend’s claim that the grinding machine’s precision surpassed that of CNC. This revelation truly astounded me. The seemingly ordinary grinding machine, often overlooked by salespeople, could achieve precision even exceeding those high-priced CNC machines, sometimes in the millions. This made me reconsider my neglect of grinding and milling machines when guiding clients through factory visits.
Due to most connector products having flat or linear shapes, grinding machines achieve a precision of 0.01/0.005mm, while standard CNC reaches about 0.005mm, with an average of 0.02mm. This prompted me to reevaluate the grinding machine and the pursuit of precision.
In this fiercely competitive mold industry, the pursuit of precision is endless. Whether CNC or grinding machines, each has its unique advantages and limitations. For me, I no longer favor one method over the other; instead, I’ve begun to respect and learn from various machining techniques. Perhaps, only by doing so can we better meet the demand for high-precision products and truly appreciate the intricacies and challenges of this industry.